

 18:25
18:25
 Hokaba
Hokaba

Faktor - faktor penting yang harus diperhatikan dalam proses pembuatan produk penuangan (pengecoran) adalah bahwa perubahan temperatur pada bahan produk penuangan tersebut akan mengakibatkan pula perubahan terhadap bentuk dari produk itu sendiri, dengan keragaman dimensional produk akan terjadi perbedaan ketebalan bahan sehingga proses pendinginan pun tidak akan merata, dengan demikian maka akan terjadi tegangan yang tidak merata, dengan demikian maka akan terjadi tegangan yang tidak merata pula, maka deformasi pun tidak dapat dihindari, akibatnya benda kerja akan mengalami perubahan bentuk secara permanent disamping dapat merugikan sifat mekanis dari bahan tersebut. Oleh karena itu tindakan preventif harus dilakukan, antra lain :
- Tambahan penyusutan
- Tambahan penyelesaian mesin
- Tambahan Deformasi atau ditorsi
Tambahan ukuran bahan diberikan pada saat pembuatan cetakan yang direncanakan sejak pembuatan model (pettern), walaupun tidak sangat akurat penambahan ukuran ini dapat dianalisis dari bentuk dimensi produk tersebut melalui bentuk model yang kita buat dapat ditentukan besarnya kelebihan ukuran yang harus dilebihkan, dimana penyusutan pada bahan yang tipis akan berbeda dengan penyusutan bahan yang lebih tebal. Untuk itu table berikut dapatlah kiranya dijadikan acuan dalam menentukan kelebihan ukuran (Allowance) terhadap kemungkinan terjadi penyusutan.

2. Tambahan penyelesaian mesin (machining)
Pada beberapa produk bagian tertentu dari produk penuangan diperlukan permukaan dengan kualitas tertentu sehingga dipersyaratkan penyelesaian dengan pekerjaan pemesinan (machining).
Benda yang demikian ini biasanya merupakan bagian dari konstruksi rakitan sehingga masing -masing komponen akan terpasang secara baik, misalnya Cylinder Block dengan Cylinder head pada engine dan lain - lain. Untuk itu maka benda tuangan tersebut harus diberikan kelebihan ukuran, Sehingga setelah pemesinan ukuran akhir sesuai dengan yang dikehendaki, oleh karena itu pula analisis terhadap gambar kerja menjadi sangat penting sebelum pembentukan model yakni drag dan cope dilakukan.
Tabel berikut merupakan acuan dalam memberikan ukuran tambahan pada cetakan sesuai dengan ukuran benda yang akan dikerjakan.


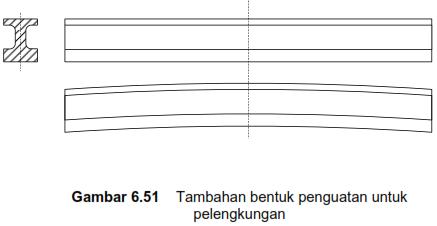
3. Tambahn Pelengkungan (Bending Allowance)
Distorsi bahan dalam pekrjaan panas tidak dapat dihilangkan, oleh karena itu upaya untuk meminimalkannya harus selalu dilakukan, dan ini merupakan keterampilan yang berkembang sesuai dengan pengalaman sehingga dapat memperkirakan kemungkinan arah pelengkungan itu terjadi. Pada beberapa bentuk coran dapat dilakukan dengan memberikan penguatan, seperti penulangan dengan rusuk - rusuk sehingga membentuk profil penguat, namun penguatan ini tidak mungkin dilakukan untuk benda dengan bentuk dan kebutuhan tertentu. Cara lain dengan menambah / merubah bentuk atau ukuran sehingga apabila terjadi pelengkungan, maka pelengkungan itu akan berada pada posisi bentuk yang diinginkan, dan cara yang lain ialah dengan mengatur kecepatan laju pendinginan yakni dengan menepatkan "chil". Tentang Chil ini akan dibahas lebih lanjut. Bentuk - bentuk penanganan pelengkungan ini dapat dilihat pada gambar dibawah ini .







0 comments:
Post a Comment